


1)焊前預(yù)熱,焊接過程中嚴(yán)格保持層間溫度不應(yīng)低于預(yù)熱溫度。
2)采用低氫或超低氫
嚴(yán)冬條件下焊接低碳鋼結(jié)構(gòu)時,由于焊接接頭的冷卻速度快,使裂紋傾向增大,特別是厚大結(jié)構(gòu)的第一道焊縫容易開裂,為此必需采取如下工藝措施:
1)焊前預(yù)熱,焊接過程中嚴(yán)格保持層間溫度不應(yīng)低于預(yù)熱溫度。
2)采用低氫或超低氫焊接材料。

4)整條焊縫應(yīng)盡量連續(xù)焊完,避免中斷。
5)不應(yīng)坡口面以外的母材上進行引弧,熄弧時需填滿弧坑。
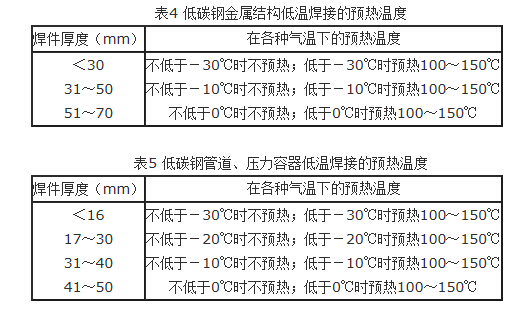
6)盡可能不在低溫條件下進行彎板、矯正和裝配焊件。各種金屬結(jié)構(gòu)低溫焊接時的預(yù)熱溫度見表4。管道、壓力容器低溫焊接時的預(yù)熱溫度見表5。
本文編輯:中國采暖散熱器網(wǎng)www.usbizdirect.com




 微信公眾號
微信公眾號 手機站
手機站




